 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Introdução ao processo de extrusão de tubos, equipamentos, defeitos de qualidade, etc.
Tecnologia Co. de Ningbo Fangli, Ltd.é umfabricante de equipamentos mecânicoscom mais de 30 anos de experiênciaequipamento de extrusão de tubos de plástico,nova proteção ambiental e novos equipamentos de materiais.Desde a sua criação, o Fangli foi desenvolvido com base nas demandas do usuário. Através da melhoria contínua, P&D independente na tecnologia principal e digestão e absorção de tecnologia avançada e outros meios, desenvolvemosLinha de extrusão de tubo de PVC,Linha de extrusão de tubo PP-R, Abastecimento de água PE / linha de extrusão de tubo de gás, que foi recomendado pelo Ministério da Construção Chinês para substituir produtos importados. Ganhamos o título de “Marca de primeira classe na província de Zhejiang”.
I. Fluxo do Processo
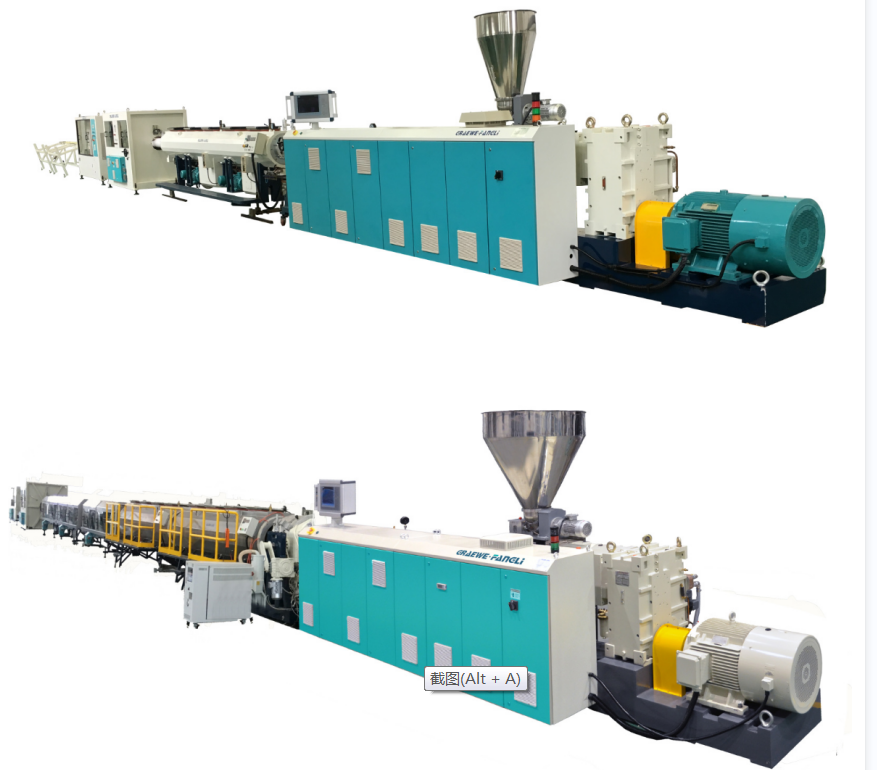
Atualmente, os tubos de PVC e PO são os produtos de maior volume tanto nacional como internacionalmente.Figura 1mostra o diagrama de fluxo do processo de produção para tubos de poliolefina (PO). O plástico é alimentado na matriz de folga anular (2) pelo parafuso como uma massa fundida uniformemente plastificada, extrusando um parison de tubo. Este entra imediatamente na unidade de calibração (3) para resfriamento e dimensionamento e, em seguida, sofre resfriamento adicional suficiente no tanque de resfriamento (4). O tubo é puxado a uma velocidade constante pelo ajustávelunidade de transporte(6)e, finalmente, corte nos comprimentos especificados pelo cortador (7). Tubos de paredes finas com diâmetros inferiores a 160 mm podem ser enrolados em rolos pela bobinadeira (9).

Figura 1 Diagrama esquemático do fluxo do processo de produção de tubos PO
1---Extrusora; 2---Matriz de tubo; 3---Manga de calibração;
4---Resfriamento de calibração a vácuo; 5---Tanque de resfriamento;
6---Unidade de transporte; 7---Cortador;
8 --- Impressora; 9---Bobinador
II. Processo e Equipamento
Para a produção de tubos PO, umextrusora de parafuso único de alta eficiênciadeve ser selecionado. A zona de alimentação emprega um cilindro com ranhuras axialmente. A relação comprimento/diâmetro do parafuso (L/D) é de 30–33:1. A estrutura do parafuso é um projeto de dois estágios com profundidade e passo variados: o passo na seção de alimentação é menor que o diâmetro do parafuso, enquanto o passo nas seções de fusão e homogeneização é maior que o diâmetro do parafuso. Para aumentar a eficiência da mistura, alguns parafusos são equipados com elementos adicionais de cabeça de mistura. Este tipo de extrusora de parafuso único oferece rendimento relativamente alto e boa plastificação. Por exemplo, uma extrusora de parafuso único com diâmetro de parafuso de 90 mm pode atingir uma produção superior a 600 kg/h. Além disso, a produção de tubos PO preenchidos com carbonato de cálcio, sulfato de bário, farinha de madeira ou fibras de vidro normalmente emprega extrusoras de rosca dupla co-rotativas.
A produção de tubos de PVC é fundamentalmente semelhante à dos tubos PO. Comumente usados são cônicos contra-rotativos ouextrusoras de duplo parafuso paralelas, permitindo a extrusão direta do pó de mistura seca. Sua produção varia de 10 kg/h para tubos de pequeno diâmetro a 1.100 kg/h para tubos de grande diâmetro. A relação L/D do parafuso aumentou dos últimos 18:1 para 25:1. Por exemplo, umextrusora de parafuso duplocom um diâmetro de parafuso de 90 mm pode atingir uma produção superior a 300 kg/h.
Como pode ser visto na Figura 1, o equipamento a jusante de extrusão de tubos consiste principalmente no tanque de água de resfriamento,unidade de transporte, cortador, enroladorou tabela de despejo.
Tanque de água de resfriamento
Quando o tubo sai da unidade de calibração e resfriamento, ele não está totalmente resfriado até a temperatura ambiente. Se não for mais resfriado, o gradiente de temperatura existente na direção radial da parede do tubo pode fazer com que a camada externa já endurecida amoleça novamente devido ao aumento da temperatura, levando à deformação. Por outro lado, o tubo também deve suportar tensões provenientes do equipamento de transporte, corte e enrolamento. Portanto, o calor residual deve ser removido, resfriando o tubo até a temperatura ambiente. Os métodos de resfriamento incluem banho-maria e resfriamento por spray. Em um tanque de resfriamento em banho-maria, o nível da água deve submergir completamente o tubo. O tanque é dividido em diversas seções. A entrada de água de resfriamento é ajustada na última seção, fazendo com que a direção do fluxo de água seja oposta à direção de extrusão do tubo, criando um gradiente de temperatura de resfriamento. Isso resulta em um resfriamento mais gradual do tubo e menor tensão interna. A distância entre o tanque de água de resfriamento e a unidade de calibração/resfriamento não deve exceder um décimo do comprimento total de resfriamento; caso contrário, a diferença de temperatura entre a parede externa do tubo e a água de resfriamento poderá aumentar excessivamente. Embora o método do banho-maria seja simples, as diferenças de temperatura entre as camadas de água superior e inferior do tanque podem causar resfriamento irregular e curvatura do tubo. Além disso, as forças de empuxo que atuam no tubo podem facilmente causar deformação, tornando este método particularmente inadequado para o resfriamento de tubos de grande diâmetro.
A função dounidade de transporte de tubosé fornecer uma certa velocidade e força de transporte ao tubo já dimensionado e resfriado, superando a força de atrito gerada pelo dispositivo de dimensionamento no tubo, puxando assim o tubo a uma velocidade constante para a bobinadeira ou mesa de despejo. A unidade de transporte é uma das principais peças do equipamento downstream para a produção de tubos e deve atender aos seguintes requisitos.
(1)Otransportea velocidade deve ser capaz de ajuste contínuo e suave, garantindo velocidade constante de transporte. A velocidade de transporte instável fará com que o diâmetro do tubo flutue. A velocidade de transporte deve ser estreitamente coordenada com a velocidade de extrusão. A espessura da parede do tubo é ajustada regulando a velocidade de transporte: uma velocidade de transporte mais lenta resulta em paredes mais espessas, uma velocidade mais rápida resulta em paredes mais finas. Selecionar a velocidade correta de transporte é um método eficaz para garantir a conformidade dimensional do produto. Projetos modernos podem atingir velocidades máximas de transporte de até 30 m/min.
(2)Uma constantetransportea força deve ser mantida, sem qualquer fenômeno push-pull, caso contrário pode causar defeitos de ondulação superficial no tubo. Também é necessária força de transporte suficiente. A força de transporte necessária aumenta com a área de contato e o dimensionamento da pressão radial. Para tubos de pequeno e médio diâmetro, a força de tração é geralmente de 100–600 N; para tubos de grande diâmetro, geralmente é de 800–10.000 N.
(3) A força de fixação dounidade de transporteA pinça deve ser ajustável e capaz de agarrar tubos de vários diâmetros sem causar danos ou deformações na superfície. Atualmente, as pinças do tipo lagarta são amplamente utilizadas. Eles consistem em 2 a 12 trilhas dispostas uniformemente ao redor do tubo. Os trilhos são embutidos com um certo número de blocos de fixação de borracha/plástico, em sua maioria côncavos ou angulares para aumentar a área que aplica pressão radial no tubo. O ajuste da força de fixação é obtido por meio de mecanismos pneumáticos, hidráulicos ou de porca de avanço. O número de trilhas aumenta com o diâmetro do tubo.
Depois que o tubo é puxado até um determinado comprimento, ele deve ser cortado no comprimento certo. Os cortadores vêm em vários tipos, selecionados com base no diâmetro do tubo e espessura da parede, tipo de material, comprimento de corte, qualidade de corte, forma de corte, etc. Cortadores automáticos tipo guilhotina e serras circulares radiais são adequados para cortar tubos de pequeno e médio diâmetro; os cortadores automáticos planetários são adequados para tubos de grande diâmetro. Ao receber o comando de corte, o cortador segura o tubo com uma braçadeira e se move na direção de remoção do tubo enquanto completa a ação de corte. Após o corte, um mecanismo pneumático empurra-o de volta para a posição de reinicialização.
Bobinadora e mesa de despejo. Somente tubos que não se deformam durante a dobra são enrolados em bobinas por meio de uma bobinadeira, com corte e descarga automáticos. A velocidade linear do enrolamento é sincronizada com a velocidade de extrusão e pode ser ajustada continuamente. Quando a velocidade de extrusão é inferior a 2 m/min, geralmente é utilizada uma bobinadeira de estação única; quando a velocidade de extrusão exceder 2 m/min, uma bobinadeira de estação dupla ou mesmo de múltiplas estações deve ser usada.
III. Fatores-chave para controlar defeitos em tubos
Seguindo a ordem do fluxo do processo na Figura 1, os principais fatores relacionados para eliminar defeitos de qualidade estão listados abaixo.
(1)Seção de alimentação:Formulação de matéria-prima; forma e tamanho das matérias-primas; método de coloração; método de secagem; mistura de material moído/reciclado; tipos e dosagem de aditivos; capacidade de resfriamento da garganta da tremonha.
(2)Extrusora: Diâmetro do parafuso; relação L/D do parafuso; taxa de compressão do parafuso; tipo de estrutura de parafuso; velocidade do parafuso; desempenho de ventilação; controle de temperatura do parafuso; controle de aquecimento e resfriamento do barril; perfis de temperatura ao longo das zonas extrusoras; torque da extrusora; consumo de energia; adaptador; seleção e controle de temperatura para trocador de tela; tipo e especificação do pacote de tela.
(3)Morrer:Morra lacuna; comprimento do terreno; tipo de estrutura de matriz; formato do canal de fluxo; distribuição de fusão; ajuste e controle de temperatura; pressão da cabeça da matriz; controle de espessura da parede.
(4) Calibração e resfriamento:Método de calibração; dimensões do calibrador; nível de vácuo da caixa de vácuo ou pressão de ar do tubo de calibração de pressão interna e comprimento; vedação do sistema de calibração; tempo de calibração; vazão de água de resfriamento; temperatura da água de resfriamento; método de resfriamento.
(5)Tanque de água de resfriamento:Método de resfriamento; layout da tubulação de água; vazão de água de resfriamento; comprimento do tanque de resfriamento; temperatura da água de resfriamento; eficácia do resfriamento do tubo.
(6)Unidade de transporte: Velocidade e controle de transporte; calibração da força de transporte; força de fixação e controle; número de faixas e duração efetiva; dureza superficial e formato dos blocos de fixação; superfície de contato de transporte.
(7) Cortador: Tipo de cortador; perfil e material do dente da lâmina de serra; mecanismo de reinicialização; coleta de cavacos e remoção de poeira; controle de ruído; limitar a configuração do sistema; mecanismo de fixação; sistema de acionamento e potência; sistema automático de ação de corte.
(8)Bobinadora e mesa de despejo: Controle de tensão; sistema de comando de corte longitudinal; seleção da estação de enrolamento; diâmetro do enrolamento; indicação de ação de despejo; velocidade linear do enrolamento.
(9) Apêndice:Condições para produção automatizada:Medição de espessura de parede; controle de diâmetro externo; medição de peso e estatísticas de produção; status de operação da bomba de fusão de engrenagens; sistema de centralização de matrizes.
Se você precisar de mais informações,Tecnologia Co. de Ningbo Fangli, Ltd.convida você a entrar em contato para uma consulta detalhada, forneceremos orientação técnica profissional ou sugestões de aquisição de equipamentos.
Enviar consulta


X
Utilizamos cookies para lhe oferecer uma melhor experiência de navegação, analisar o tráfego do site e personalizar o conteúdo. Ao utilizar este site, você concorda com o uso de cookies.
política de Privacidade