 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Quais são as principais razões para a abrasão do parafuso?
Tecnologia Co. de Ningbo Fangli, Ltd.é umfabricante de equipamentos mecânicoscom quase 30 anos de experiência emequipamento de extrusão de tubos de plástico, nova proteção ambiental e novos equipamentos de materiais. Desde a sua criação, o Fangli foi desenvolvido com base nas demandas do usuário. Através da melhoria contínua, P&D independente na tecnologia principal e digestão e absorção de tecnologia avançada e outros meios, desenvolvemosLinha de extrusão de tubo de PVC, Linha de extrusão de tubo PP-R, Abastecimento de água PE / linha de extrusão de tubo de gás, que foi recomendado pelo Ministério da Construção Chinês para substituir produtos importados. Ganhamos o título de “Marca de primeira classe na província de Zhejiang”.
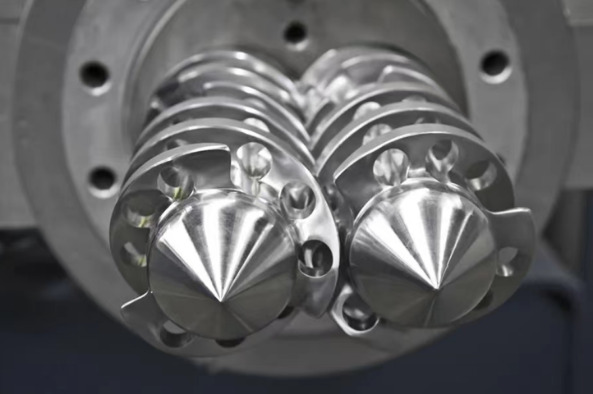
Extrusora de parafuso é o equipamento principal na formação de plástico e modificação de mistura. No processo real de modificação da mistura, a rosca da extrusora está em um ambiente hostil com alta pressão e alta temperatura e está sujeita a tremendas forças de fricção e cisalhamento.
Devido ao ambiente de trabalho especial, o atrito do parafuso não é o comum metal com metal, mas sim um polímero de metal com alto peso molecular, de modo que a superfície do parafuso muitas vezes fica muito desgastada. A abrasão do parafuso aumenta a distância entre ele e o cano, o que afeta a compressão e cisalhamento do parafuso sobre o material, levando à diminuição da qualidade do produto. Por outro lado, a substituição frequente de parafusos desgastados aumenta os custos e atrasa os cronogramas de produção, resultando em menor produtividade.
Os parafusos precisam ser descartados geralmente porque a folga entre o parafuso e o cilindro é tão grande após uma abrasão prolongada que o material não pode ser extrudado normalmente, e também há exemplos de que a capacidade de funcionamento da máquina ultrapassa o limite devido a projeto ou operação inadequada. A seguir está uma breve descrição das causas da abrasão do parafuso.
1. Temperatura de processamento
Cada plástico possui uma faixa de temperatura de processamento para plastificação ideal, e a temperatura de processamento do barril deve ser controlada para que fique próxima dessa faixa de temperatura. Os pellets de plástico são transportados da tremonha para o barril e chegarão primeiro à seção de enchimento. Na seção de enchimento, os materiais terão inevitavelmente atrito seco. Quando esses plásticos são subaquecidos e derretidos de maneira irregular, é fácil aumentar a abrasão entre a parede interna do cilindro e a superfície do parafuso.
Da mesma forma, na seção de compressão e na seção de homogeneização, se a condição fundida do plástico for desordenada e irregular, também causará desgaste mais rápido.

2. Velocidade de rotação
A velocidade de rotação deve ser ajustada adequadamente. Já que alguns plásticos possuem agentes de reforço, como fibra de vidro, minerais ou outras cargas. Essas substâncias geralmente apresentam atrito muito maior sobre materiais metálicos do que plásticos fundidos.
Se utilizar alta velocidade de rotação, ao mesmo tempo que aumenta a força de cisalhamento nos plásticos, também é fácil triturar as fibras reforçadas. As fibras trituradas contêm pontas afiadas para que a força abrasiva seja bastante aumentada. Os minerais inorgânicos deslizam em alta velocidade na superfície do metal e o efeito de raspagem não é leve. Resumindo, a velocidade não deve ser ajustada muito alta.

3. A folga entre o parafuso e o cilindro
O parafuso gira no cano, e o atrito entre o material e os dois faz com que o parafuso e a superfície de trabalho do cano se desgastem gradualmente, então o diâmetro do parafuso fica gradualmente mais curto e o diâmetro interno do cano aumenta. Desta forma, a distância entre o parafuso e o cano fica cada vez maior por causa da abrasão.
Porém, devido ao cilindro na frente do cabeçote e a resistência do coletor não ter mudado, aumenta o fluxo de vazamento do material extrudado, ou seja, o fluxo de alimentação do material aumenta do vão para a direção de alimentação. Como resultado, a capacidade de produção da máquina diminuiu. Este fenómeno, por sua vez, aumenta o tempo de residência do material no barril, resultando na decomposição do material. Se for PVC, o gás cloreto de hidrogênio produzido durante a decomposição fortalecerá a corrosão do parafuso e do cilindro.

4. Plastificação irregular de materiais ou impurezas metálicas misturadas
Como o material não é plastificado uniformemente ou impurezas metálicas são misturadas ao material, a força de torque de rotação do parafuso aumentará repentinamente. Este torque excede o limite de resistência do parafuso e faz com que o parafuso seja torcido. Este é um dano de acidente não convencional.
Estas são algumas causas comuns de desgaste do parafuso. Esperamos que o conteúdo acima possa oferecer a você uma melhor compreensão e conhecimento do parafuso de extrusão.
Reduzir a abrasão do parafuso e prolongar a vida útil do parafuso diminuirá bastante os custos de manutenção do equipamento, garantirá a qualidade do produto e trará maiores benefícios econômicos para sua empresa.
Se você precisar de mais informações, a Ningbo Fangli Technology Co., Ltd. convida você a entrar em contato para uma consulta detalhada, forneceremos orientação técnica profissional ou sugestões de aquisição de equipamentos.
Enviar consulta


X
Utilizamos cookies para lhe oferecer uma melhor experiência de navegação, analisar o tráfego do site e personalizar o conteúdo. Ao utilizar este site, você concorda com o uso de cookies.
política de Privacidade